温瑞通核心优势
企业概览
温瑞通依托创新温控技术,实现全球救生药品的安全运输
企业概览
温瑞通依托创新温控技术,实现全球救生药品的安全运输
四十年行业深耕,服务全球领先制药企业的可信赖合作伙伴。我们提供全面多元的冷链解决方案与端到端运输监控服务,凭借全球物流网络确保药品准时精准送达。
在可持续实践方面,我们始终践行行业标杆标准。基于科学制定的减排目标,我们持续降低自身及合作伙伴的碳足迹。通过透明度报告体系、数据驱动分析模型及精准二氧化碳测算,我们实现从宏观运营到单支药剂碳排放的全维度环境评估。
从研发到商业分销,我们既能承接大宗运输业务,亦可精准递送单患者样本。全面覆盖药品研发、生产、流通全周期,保障各阶段药品质量与疗效稳定。
四十年创新精进之路

1984 年
温瑞通集装箱概念研发启动
1995 年
首款主动温控(干冰)集装箱成功研发

1995-2000 年
深化与头部航空货运企业合作,t2 系列集装箱正式投入运营

2002 年
面向深度冷冻场景的 CLD (JYP) 集装箱正式发布

2004 年
冷链管理服务体系上线,新增产品验证服务模块

2004 年
首款基于 VIP 和 PCM 技术的被动式解决方案 ProofTainer(原 va-Q-tainer)问世

2005 年
搭载电加热与压缩机制冷技术的 RKN e1 集装箱上市

2010 年
大容量版 RAP e2 集装箱研发成功

2014 年
瑞典罗瑟斯贝格研发制造中心落成启用

2016 年
罗瑟斯贝格生产基地完成近双倍产能扩容
2020 年
新冠疫苗全球配送启动,温瑞通温控方案成为主流选择

2021 年
RelEye® RLP 实时监测系统面世

2022 年
RelEye® RAP 监测系统与控制塔服务同步上线

2022 年
轻量化温控方案 OnePak Lite(原 va-Q-lite)正式推出

2023 年
创新型 ‘accu’ 蓄冷技术发布,实现零干冰 -70°C 冷链运输

2023 年
温瑞通与 va-Q-tec 医药冷链方案整合通过权威认证

2024 年
开创温控解决方案全场景应用新纪元
我们专注打造创新解决方案,为高价值药品的安全高效运输提供全链路保障
核心优势
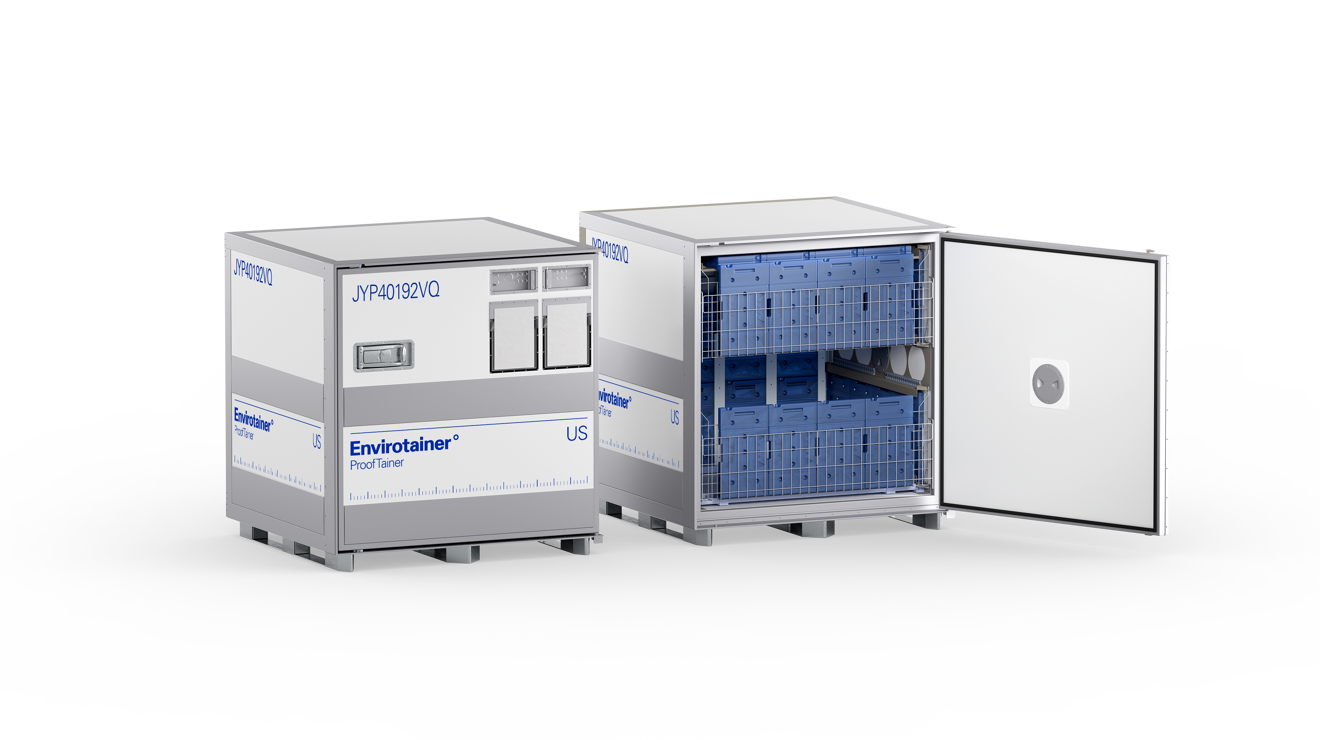
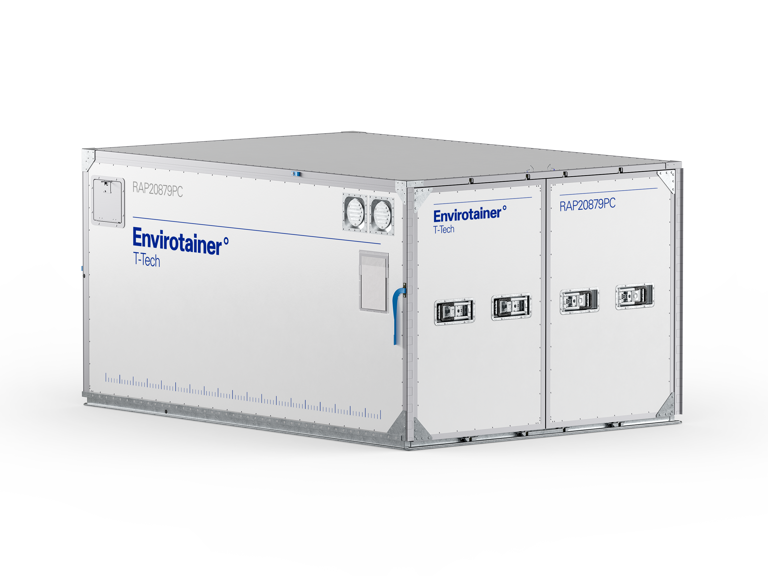
覆盖全面的精准温控产品组合
我们提供覆盖药品全生命周期及各细分领域的温控解决方案,以多元化的产品组合满足多样化需求。依托 -150°C 至 +37°C 全温域精准控制技术,我们可为包括极端温敏药品在内的各类产品提供定制化解决方案。

行业领先的全球站点网络
凭借覆盖全球的物流网络与行业领先的站点布局,实现高效稳定的运输服务。我们的服务网络贯通 3300 条贸易航线及 300 余个空港节点,确保关键医疗物资的及时送达。无论是偏远地区的疫苗配送,还是细胞与基因疗法等尖端医药品运输,我们始终践行精准时空交付标准!

协同 150 余家物流伙伴构建的全球化网络
四十年精诚合作,我们始终将物流合作伙伴视为生态体系的重要支柱。基于累计数千次的成功运输经验,我们通过专业跨境物流服务实现区域无缝衔接,助力客户专注创新研发。

依托行业领先的运输车队实现全球触达
我们组建了业内规模可观的专用运输车队,确保客户需求响应时效与服务质量。配备 11,000 台专业商用运输设备及 30,000 个温控箱体,以覆盖全场景的资源储备精准匹配客户需求。依托规模化资源网络实现高效运输交付,在确保品质与运作效能的基础上践行可持续物流理念。

创新数字服务体系,打造全链路可视化管理
依托控制塔实现运输过程全程可视化追踪,通过 7×24 小时主动监护体系,为高价值医药物资提供端到端的安全保障。智能化运输监控体系有力保障产品上市时效与可靠性,通过全流程优化实现运营成本管控与效率升级。

协同推进企业自身与合作伙伴的低碳转型
遵循科学减碳目标框架,携手行业伙伴构建绿色医药冷链运输生态,全力守护药品流通安全。基于精准的碳排放计量体系实现可验证、可追溯的碳数据管理,结合具备行业示范效应的绿色解决方案,持续优化供应链减排效能。